 |
MANUFACTURERS OF? Descaling Chemicals - Scaleflow and Scaleclean "A" ? Neutralizing Chemicals - Neutraflow ? Algae Preventing Chemicals - Algeine ? Pickling Chemicals - Pickler - Scaleflow "B" ? Passivation Chemicals ? Degreasing Chemicals - Degreaser - NF1" |
SERVICES
We undertake turnkey contracts for descaling of Air Compressors (Water Cooled), Boilers, Heat Exchangers, Condensers, Arc Furnaces, Continuous Casting Machines, Cement Plant Pipelines, Reaction Vessels, Coils, Injection Moulding Machines, etc. We have qualified & experienced technical staff for execution of the job. Our products have been specially developed to remove any type of “Hard Scale or Soft Scale”. Also we have developed passivation chemicals to be used along-with our descaling chemicals to Passivate the pipelines & form a thin film coating from inside the pipelines. We have executed similar jobs all over India.
DEALS IN
Heat Exchangers / Oil Coolers / Inter Coolers / After Coolers / Condensors / Chemical Pumps etc.
CONTACT US
CHEMICLEAN ENGINEERS & CONTRACTORS
1 / 11, Super Town, Shrikrishna Nagar, Ambad, Nashik – 422 010.
Maharashtra, India.
Mobile : +91 - 98228 47779, 99227 20019 82378 39289
Also visit at : www.descaler.co.in, www.chemicleanengrs.com
ABOUT US
We would like to introduce ourselves as one among the leading manufacturers of Descaling Chemicals, which can de-scale any type of equipment without harming the parent material.
We undertake turnkey contract for descaling of Air Compressors, Boilers, Heat Exchangers, Condensers, Arc Furnaces, Continuous Casting Machines, Cement plant Pipelines, Reaction Vessels, Coils, Injection Moulding Machines, etc. We have qualified & experienced technical staff for execution of the job. Our products have been specially developed to remove any type of "Hard Scale or Soft Scale'. Also we have developed passivation chemicals to be used along-with our descaling chemicals to form a thin film coating from inside the pipelines. We have executed similar jobs for the following industries.
CEMENT INDUSTRIES |
ENGINEERING INDUSTRIES |
CHEMICAL & OTHERINDUSTRIES |
Bagalkot Udyog Ltd. |
Amforge Ltd. |
Atul Iffco Ltd. |
Birla Cement Works. |
Aqua Bearing Ring Gear Ltd. |
Atul Products Ltd. |
Cement Corpn. India Ltd. |
B.C.L. Forgings Ltd. |
Bayer India Ltd. |
Dimond Cement. |
Crompton Greaves Ltd, |
Century Rayon |
J.K.Cement Works |
Essar Steels Ltd. |
Cipla Ltd. |
J.K.White Cement |
Hindustan Aeronautics Ltd. |
Colour Chem Ltd. |
Jaipur Udyog Ltd. |
Ispat Profiles (I) Ltd. |
Garware Paints Ltd. |
L.& T. Cement. |
Jindal Streeps Ltd. |
Garware Plastics Ltd. |
Narmada Cement Co. Ltd. |
Sipta Coated Steels Ltd. |
Hindustan Insectisides |
Orient Cement |
Skol Breweries Ltd. |
Hindustan Organic Chemicals Ltd. |
Rajashree Cement |
Special Steels Ltd. |
Hindustan Zinc Ltd. |
Raymond Cement. |
Sterlite Inds. Ltd. |
National Peroxide Ltd. |
Satna Cement Works. |
V.I.P. Industries Ltd. |
Nocil |
Shree Cement |
Vindhya Telilinks Ltd. |
Sudarshan Chemicals Ltd. |
Products
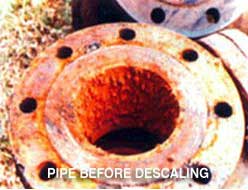
Purpose of chemical cleaning :
The primary reasons for chemical cleaning of boilers/ heat exchangers are to prevent tube failures & improve unit availability. Tube failures in low pressure boilers/heat exchangers are normally the results of creep which occurs when internal deposits produce excessive metal temperature. A relatively smaller quantity of deposit creates difficulties in high pressure boilers. Caustic corrosion & hydrogen damage, which occur only in the presence of deposits, may cause tube failures at temperatures well below the creep limit. Deposits originating both from fabrication & during operation should be considered potential problems.
 |
 |
 |
NEUTRALIZING CHEMICALS
“NEUTRAFLOW” is a liquid preparation with an Alkali base. The Neutraflow treatment has the effect of swallowing up the scales through hydrolysis of the scale components. The initial result of Neutraflow helps the subsequent “SCALECLEAN-A” or “SCALEFLOW” treatment to become faster & proper. The sticky substances like oil, grease etc. are removed with the use of this at the initial stage.
The final stage of descaling procedure does not complete without neutralizing the equipment. Here again Neutraflow play its vital role. Use of Neutraflow at this stage makes the equipment neutral with no acid reactions inside the equipment at the time of first use after the descaling procedure & prevents further corrosion of the parent metal.
PICKLING CHEMICALS
What is pickle and what is it for?Basically, the term pickle is used by jewellers to refer to an acid solution that is used to remove the black firescale that forms on alloys when they are subjected to heat Metal clay artists generally encounter firescale when sterling silver is in place or soldered on to fire clay pieces.
This is a process which chemically removes scale or oxide from steel to obtain a clean surface. When applied to bars or coils prior to bright drawing, the steel is immersed in a bath of diluted acids & heated to a temperature of around 800C. An inhibitor is added to prevent attack and pitting of the cleaned metal. After pickling, a washing process takes place followed by immersion in a neutralizer bath to neutralise any remaining acid. For environmental reasons shot blasting has largely replaced pickling.
For pickling process, big vessels are required to immerse the parts alongwith the same heating is required. The temperature around 600 C to 800 C is required & that is to be maintained during the entire process. So many prefers descaling than pickling.
There are different acids which can be used for the purpose of pickling. The different methods are used for different acids. But after pickling fresh water flushing & neutralizing is very necessary to avoid further acid attack & pitting on the metals surface. Many opt for passivation after the process of pickling to avoid further damage of metals.
PASSIVATION CHEMICALS
What is passivation ?Forming a thin film coat inside the equipment by circulation of different chemicals through the equipment is known as passivation. It forms a film in microns over surface which is Descaled & Neutralized. It prevents further corrosion of the treated surfaces.
'ALGEINE' THE ALGAE PREVENTING CHEMICAL
'ALGEINE' is a very useful chemical wherever algae takes place, such as water tanks, cooling towers, etc. One cannot clean these things daily. Such big things cannot be clean in one day. In some conditions manual cleaning is very difficult as cooling towers are very high or water tanks are very deep. There, usage of this chemical is the easiest procedure or you can imagine in some condition where the bore of pipeline is very small & you know generally these pipelines are very long & the algae took place inside the pipelines where the manual cleaning is just impossible, there 'ALGEINE' will serve the purpose.
DEGREASING CHEMICALS
The first step in the chemical pretreatment process is the removal of oils, dirt, and other soils that will interfere with the development of a good quality phosphate coating, good coating adhesion, or cause surface defects. Chemical cleaning can be accomplished by subjecting a part to an aqueous spray or dip cleaner. The cleaner may be alkaline, acidic, neutral, solvent, or emulsion depends upon the type of surface to be treated. The particular cleaner used will depend on the soils to be removed, the size and type of part, the type of coating to be applied, and the substrate material. We are using different processes for degreasing surfaces. Moderately they are recognized by terms such as solubilisation, saponification (alkaline hydrolysis of a fat or oil), soaking, emulsification, sequestration and deflocculation. In each of these processes the action requires surface wetting of the metal by the cleaning solution. Solubilisation, the dissolving of soils into solution, can occur when the soils have very similar polarity and chemical affinity for the cleaning media. Emulsification, the suspension of soils in solution, requires that the soils dispersible in the cleaning media. Saponification, turning the soils into soap, applies specifically to those soils that contain carboxylic acid and ester functionality that can react with alkaline cleaning media. Sequestration involves the deactivation of metallic ions in the soil to prevent them from interfering with the detergent action of the cleaner. Deflocculation is a process that breaks up large particles of aggregate soils into a finely divided material that is held in suspension in the solution to prevent redeposition on the part surface. The last two processes generally operate in conjunction with the first three processes mentioned. While alkaline cleaners are the most common, there are also acid cleaners and emulsion cleaners used for industrial applications. The cleaner selected must have the ability to remove a wide variety of soils, prevent redeposition, provide cleaning even when contaminated, provide foam control, be easily rinsed and be cost effective. Proper cleaning of some parts may require a combination of spray and immersion stages. The spray stage combines the chemical properties of the cleaner with the mechanical impingement of the solution applied under pressure. Immersion penetrates areas of the part that may be inaccessible to the spray. Spray or immersion processes can be used in manual batch operations or in automated systems with overhead conveyor. Batch systems will use a hand-held spray wand or small dip tanks. Conveyorized systems will use an in-line spray washer that has the proper number of stages. Batch systems are suitable for smaller volumes with less stringent quality standards. The list below shows some of the types of hand held systems and how they compare. Larger volumes or products with demanding quality standards will probably require a spray washer. Spray Wand Phosphatizing - Best suited for large bulky parts where dip tanks or conveyor systems would require more space and cost. Steam Cleaning - For small volume of heavily soiled parts. Melts grease. High Pressure Hot Water - Best for cleaning large bulky parts; should have 4-5 GPM, 1,000 PSI plus heat capacity at the nozzle of 160- 200 oF (71-93 oC). Cleaners may be classified according to their pH, a reference to the measurement of the relative alkalinity or acidity. pH is a measure of the ratio of hydrogen ions in solution to the number of hydroxyl ions in solution. If there are more hydrogen ions the solution will be acidic, if there are more hydroxyl ions the solution will be alkaline. On the pH scale, pure water is neutral and has a pH of 7. A pH of 0 to 7 is acidic and 7 to 14 is alkaline. Caustic soda has a pH of 13 or 14 while hydrochloric acid has a pH of less than 1. Cleaner pH varies with different products and substrate materials. Cleaner pH will typically range from 4.5 to 10.5.
• alkaline cleaners - mild, pH 9 - 10.5
- medium, pH 10.5 - 11.5
- high, pH >11.5
• neutral cleaners - pH 6.5 - 9
• acid cleaners - pH 1.0 - 5.5
Until the present time, it has been customary to clean oily, greasy, and/or waxy residues from metal articles by a vapor degreasing process. In a vapor degreasing process, the metal articles, at a temperature below the condensing temperature of a solvent for the oily, greasy and/or waxy residues, are suspended in vapors of refluxing solvent. The refluxing solvent condenses on the surface of the metal article, and the liquid solvent dissolves the oily, greasy, and/or waxy residues on the surface of the metal article. The condensing solvent with the high dissolving power for the contaminants to be removed from the surface of the metal article condenses on the surface of the article, dissolves the contaminants, and is returned to the source of the solvent vapor.
Solvents such as methyl ethyl ketone, methylene chloride, 1,1,1-trichloroethane, trichloroethylene, perchloroethylene, and the like are normally used in the vapor degreasing process. Since the oily, greasy, and/or waxy soils removed from the metal articles generally have a boiling point substantially higher than the boiling point of the refluxing solvent, the metal articles are contacted with a condensed solvent containing only relatively small quantities of the contaminants to be dissolved and removed from the metal articles.
Vapor degreasing is technically effective but economically and environmentally disadvantageous. The solvents are expensive, can be environmental pollutants, and require costly methods for reclamation and disposal. Special apparatus and processes are required to reclaim used solvent for reuse and to prevent solvent vapors from escaping from the vapor degreasing process. The solvent vapors are often hazardous to human health and some of them are suspected of promoting degradation of the earths ozone layer. In view of the drawbacks in the use of the vapor degreasing process, many attempts have been made to replace vapor degreasing with aqueous based cleaning compositions. However, to date the aqueous cleaning methods have not been entirely satisfactory, particularly in preparing metallic surfaces of relatively low density, such as those of aluminum and aluminum alloys, for use in the aerospace industry, where the requirements for cleaning are particularly stringent.
Feedback
* Indicates Compulsory Fields |
| Home | About Us | Product | Feedback |