| |
Product Range ... |
|
|
|
|
|
| |
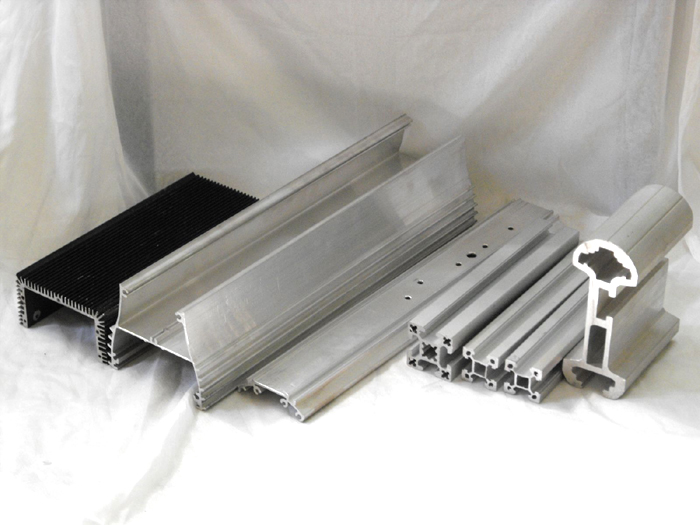
This process has applications in Decorative, Architectural and Protective applications.
The anodising process provides a method of electrolytically increasing the thickness of the naturally occurring oxide film on aluminium and its alloys, which is then followed by Electro colouring to give various shades with high gloss or matt finishes as required. For past more than 30 years we have been working with the various top architects in India and abroad to design and colour anodize aluminium extrusions, panels and structural glazing parts to enhance the look of the building structures. |
| |
| DECORATIVE ANODISING |
As the name suggests the main purpose of this process is to provide a pleasing aesthetic appearance of components and covers a wide range of products of differing levels of integrity from publicity gimmicks to high quality instrument panels. As the natural colour is silver or light grey, dyestuffs may be used as coloring dyes. Prior to anodising the aluminium may be brightened or dulled chemically to achieve a required texture as per Customer requirements. |
| |
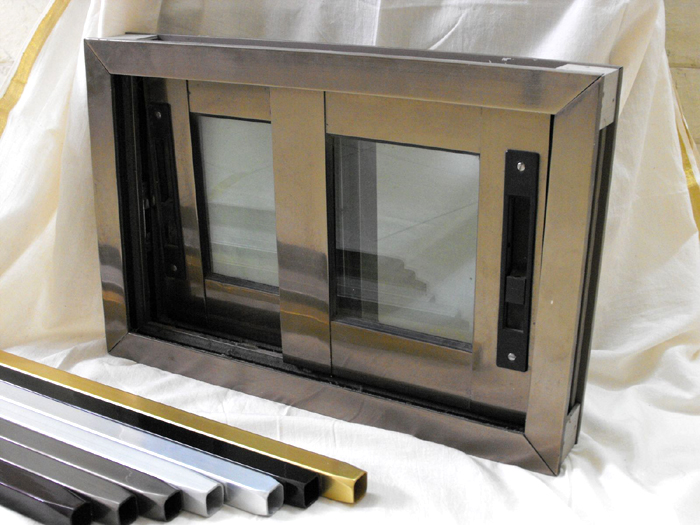
| ARCHITECTURAL ANODISING |
This is a specialized area aimed toward components used for external architectural applications where designs dictate a combination of aesthetic appearance, corrosion resistance and mechanical performance. Very attractive effects can be obtained by choosing the correct alloys and mechanical finishes prior to anodising. These films are often colored using integral colour anodising or dyes that are plated in after anodising. Sealing is therefore very critical to ensure good corrosion resistance. |
|
Hard Coat Anodising
Hard Coat anodizing enhances many of the desirable properties of aluminum:
|
Hard anodising was first developed by Russian scientists to produce a metal surface tough enough for space travel. The same technology is now used by ALU-FIN. Through a process of electrolysis at sub-zero temperature using a high intensity electric current, 35 to 100 micron thick layer of aluminum oxide (Al2O3) as per requirement is formed molecule by molecule as an integral part of the metal. This process produces a surface harder than steel.
Hard anodising produces harder coatings than the normal 'decorative' process, but the exact shade depends upon coating thickness and anodising conditions (which we can control), as well as alloy, thermal history, degree of hot or cold work, etc, over which we have no control. |
| |
| ADVANTAGES OF HARD ANODISING |
- Excellent thermal conductivity.
- Good malleability and ductility.
- Imparts a surface as hard as some gemstones.
- Increase in the surface hardness upto 1000 V.P.N
- Excellent lubricating properties especially for continuously moving parts.
- Excellent corrosion and abrasion resistance.
- Enhancement of working life.
- The Hard Anodised surface is non-toxic, non-staining and non-reactive with foods. It is thermal-efficient, heats fast and evenly and is not spoiled by high heat. It is tough and durable, will not tarnish or corrode and will stay looking new for years.
|
'CORROSION RESISTANCE' -
The hard anodising process coats the metal with a layer of aluminium oxide, which is chemically inert under neutral, or mild acidic conditions of exposure; it therefore offers a means of protection of the metal surface in a wide range of environments. Because the oxide coating is derived in part from the metal itself, the constituents of the particular alloy have an effect upon the nature of the coating and upon its corrosion resistance (eg Al-Cu alloys) will give a useful measure of protection. |
|
|
| |
|
| |
PTFE Based
Coating
|
|
These specially formulated spray coatings combine corrosion protection and low friction properties to give a high order of maintainability and re-usability for various process equipment. A PTFE based coat of 50 m to 100 m thick outperforms the conventional PTFE linings and can be applied on :·
• Industrial Fasteners
• Process Piping
• Pipe Fitting
• Flanges· Industrial Valves
• Especially in Offshore, Refineries, Petrochemicals, Fertilizer And Acidic Environments |
|
|
It can be called electro coating, e-coating, autophoretic coating, catophoretic painting, and probably a few other things. In any case the parts are immersed in solution in an electrified tank containing the paint. It is drawn to the parts, where the addition or subtractions of electrons change the paint from ions in solution to solid particles adhering to the parts in a manner analogous to electroplating of metals.
The coatings cover every nook and cranny because as the high spots become electro coated, they become insulated and divert the current to the low spots. Also the coatings are extremely thin.
| Ematal process has been commercialized for a couple of decades in Europe and Japan. The operational parameters are different those employed in conventional sulfuric acid anodizing and hard coat anodizing. |
| |
| Properties |
- titanium penetrated anodizing
- hardness 350 - 550 HV
- high abrasive resistance, excellent sliding quality
- smooth, crack free, pore free surface
- coat thickness: 8-18 micron
- High quality Ematal coating gives rise to a white/grayish white color, depending on alloy.
- Engineering/ Machining / Fababrication services.
|
| |
| We also undertake complete packaged end to end solutions as a one stop shop, e.g. alloy sourcing – machining – coating / metal finishing activities for our customers. |
|
|
|